Liquid-liquid extraction
Liquid-liquid extraction, also called solvent (solvent) extraction, is a selective separation process based on the different solubility of a substance in two insoluble phases (for example, petrol/water). An aqueous phase usually makes up one of the two phases.
Liquid-liquid-extraction is a separating technology that is based on the distribution of one or more components between two immiscible or almost immiscible liquids. Generally, one of the liquid phases is water and the other an organic solvent. However, there are other well-known systems where both phases are organic or organic mixtures. Liquid extraction, also known as solvent extraction, is especially suitable for the processing of large capacities.
For this reason, this operation is frequently used in the oil industry. Throughputs from 100,000 m3/h or and even higher can be treated with extractors of reasonable size. Although energy consumption for the normal extraction process itself is almost negligible, the attached steps for the recovery of solvent require more or less energy, depending on the nature of the components and the diffi culty of separation. Often, not only the extract phase but also the raffi nate phase has to be processed by washing, distillation or another follow-up treatment. The complete extraction process with solvent regeneration and raffi nate treatment needs a quite complex plant with the corresponding investment cost. For the selection of a suitable solvent, one has to consider not only the extraction selectivity, but also the ease of handling and pegeneration, the solubility in the raffi nate, the product cost, etc.
ADVANTAGES
- Very large capacities
are possible with a minimum of energy consumption
(for example: separation of paraffi nes and aromatics in the oil industry)
- Selectivity
when other standard separation methods (such as rectifi cation) fail
or require expensive equipment or energy cost
(example: production of water-free pyridine)
- Heat sensitive products
are processed at ambient or moderate temperatures
(example: vitamin production)
- Separation of small contents
of high-boiling impurities, mostly in aqueous solutions. In the normal thermal separation technique, the complete water content has to be withdrawn by a very energy-intensive evaporation process (example: elimination of phenol from aqueous waste)
Application of liquid-liquid-extraction
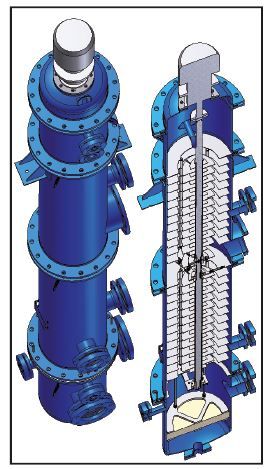
AGITATED EXTRACTION COLUMNS
FUNCTION
As no other type, the agitated extraction column is universally suitable for practical all kind of extracting applications. Limiting condition is a minimal density difference of 0,05 kg/m3 between both phases and a not to strong tendency to form a stable emulsion, in order to allow a smooth agitation.
Advantages
- Adaptation of the compartment and agitator geometry to the specific product and the operational process conditions
- The optimal droplet size can be adjusted by variation of the agitator speed
- Insensitive to solids
- Alternatively heavy or light phase dispersed
The mechanically simple construction together with the extremely small agitator speed gives:
- Minimal apparatus costs
- Minimal maintenance costs
- Minimal energy consumption
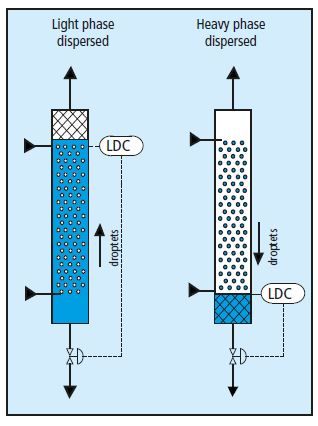
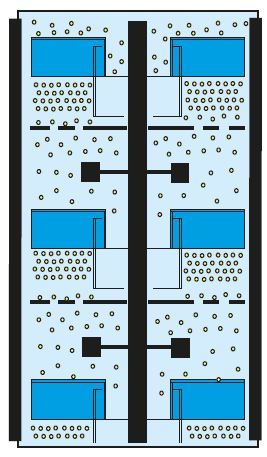
Vergleich Dispersion von leichter und schwerer Phase

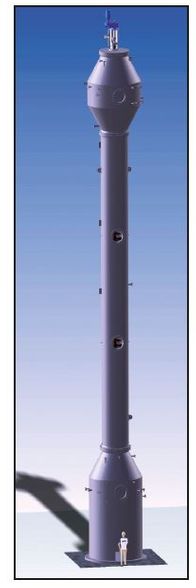
Drive of extraction column LDC beneath: Extraction column

Comparison of dispersion, light and heavy phase
RELIABLE SCALE-UP
The safe transfer of small scale test results to larger product units is an important advantage of the agitated extraction column. The behaviour of the agitators regarding droplet dispersion and liquid fl ow follows clear and well known relationship, valid for small as well as for large scale units. Droplet size and axial mixing depending of the agitating intensity and the compartment geometry have been investigated in innumerable test runs. The result are practically applicable mathematical rules.
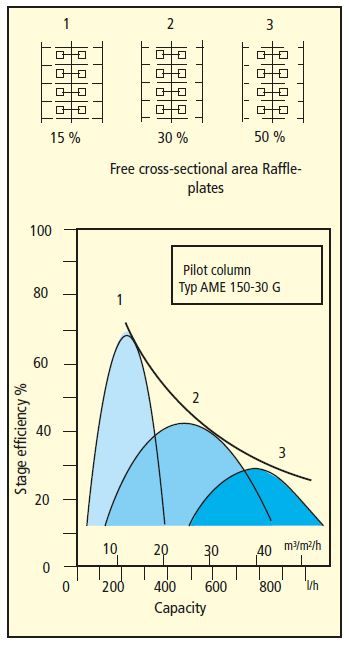
Comparison of different free crosssectional
diameters of baffl e-plates
EXTRACTION COLUMN TYPE AME
STANDARD TYPE EXECUTION
FOR UNIVERSAL USE
Type designation
AME 500-30 S
500 Column diameter mm
30 Number of agitation compartments
F Flanged apparatus body
S Self-standing column
G Glass mantle
CAD-model type AMES 400-24
This type of column stands out because it can be modified to the process requirements by adapting the compartment and agitator geometry.
Predefi ned product properties and
operating conditions
- Products composition
- Capacities
- Densities
- Viscosities
- Interfacial tension
Adaptable column geometry
- column diameter
- free cross-sectional area of compartment separating plates
- compartment height
- agitator diameter
- agitator blade height
Adaptable operational parameters
- agitator speed
- temperature
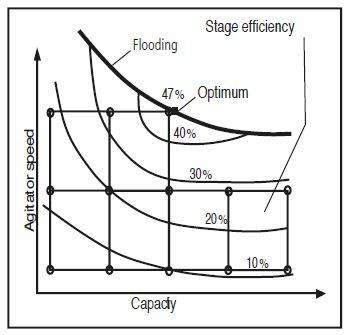
Dependency between agitator
speed and capacity
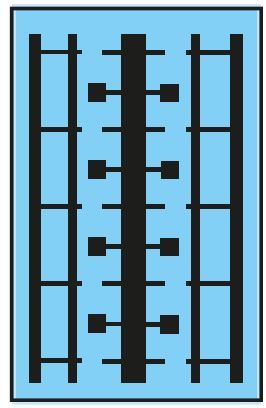
The agitator unit (shaft with agitators
and baffl es) can be pulled out through the column top as a whole, without dismantling the remaining construction.

Agitator shaft sealing
Construction of the shaft seal as double
mechanical seal with adjacent
seal liquid unit.
Inner bearing
Standard in hard metal SiC/WoC
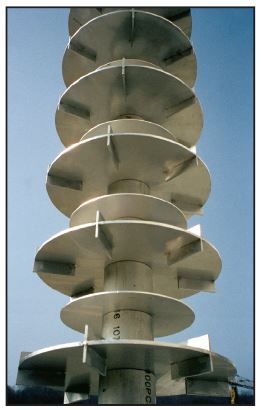
Agitation unit of extraction column
MIXER-SETTLERKOLONNE TYP MSCX
Type designation
MSCX 500-30 S
500 Column diameter mm
30 Number of agitation compartments
F Flanged apparatus body
S Self-standing column
G Glass mantle

The mixer-settler column corresponds functionally to a superposed mixer-settler battery. Unlike a normal mixer-settler, the agitators of all mixing compartments are arranged on one central shaft and driven by one unique drive unit. As in a normal mixer settler, there is a complete decantation of the two phases in each stage
Preferential applications
- Extraction systems with extremely slow mass transfer, often guided by a parallel reaction (e.g. metal extractions)
- Extreme phase ratios (e.g. 1:50)
MULTI COMPARTMENT REACTOR COLUMN TYPE MCR
- Suitable for carrying out homogeneous and heterogeneous (2-phase) reactions
- Corresponds functionally to a stirring vessel cascade
TESTING COLUMNS
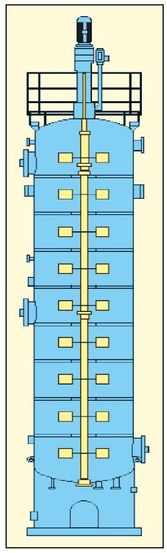
EXTRACTION COLUMNS WITH GLASS MANTLE FOR
LABORATORY, PILOT TESTS AND PRODUCTION
During tests, the observation of the flow phenomena is particularly important, so a glass mantle is inevitable. All glass parts meet QVF standards (borosilicate glass). Other norms are deliverable.
Internal parts made of
Stainless Steel, Hastelloy, Titanium, Zirconium, Tantalum, PTFE/glass fiber, PVDA, Plastic, Plastic-coated
Type designation
AME 500-30 G
500 Column diameter mm
30 Number of agitation compartments
G Glass mantle
MODULAR TEST COLUMNS
- Column diameter
All usual diameters:
from DN50 up to DN1000
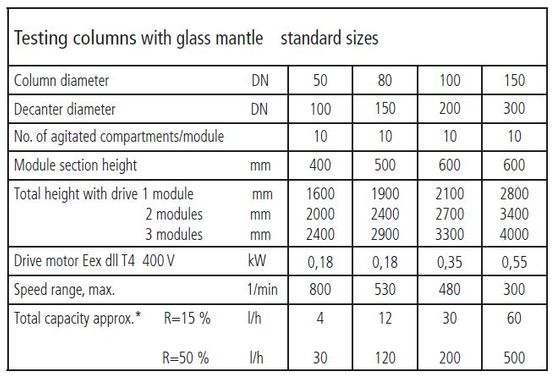
*) strongly depending on products
Rental extraction column DN150 with glass mantle/internals SS 316L
- Modular construction
Exclusively testing columns DN50, DN80, DN100 and DN150 Column length is variable, can be freely modifi ed by assembling the column sections with 10 agitated compartments each.
Pilot column for rent
Since pilot tests always require large quantities of product, it is often preferable to do the testing at the customer‘s site, where the required product quantities are available, and even more importantly, where the produced extract and raffi nate streams can be recycled or treated in some way. We provide test columns DN150 or complete units with pumps, flow meters, interface control, agitator speed control, etc. to our customers on a rental basis.
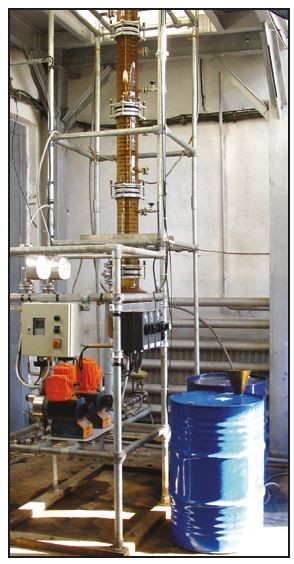
Testing column Type AME 150-40 G
MIXER-SETTLER
MISCELLANEOUS CONSTRUCTION DESIGN
- Compact, space-saving design
- Single stage or batteries
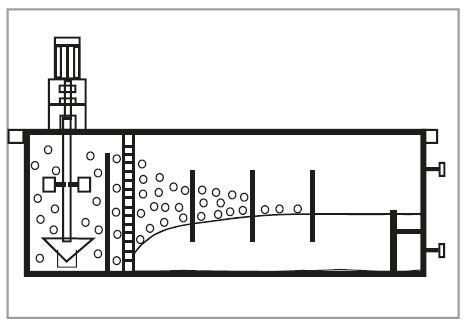
Mixer compartment with pump-mix turbine (fl ow inducing) and additional dispersion agitator (6-blade). Thanks to a relatively low agitator speed, the formation of finest droplets is prevented and the required settler volume reduced.
Type designation
MSB 150 - 3 G
150 Total volume 1500 l
3 Stages (batterie)
G Glass
Types and materials
Typ MSB
Box design
Single stage or multi stage
Batterie materials:
all weldable metals, plastics, plastic/GFR
Typ MST
Tube design especially for glass
and enamelled steel, metallic
materials for higher operational
pressures
Typ MSV
Vessel type single stage or
max. 4 stages suitable for higher
operation pressures

Mixer-settler type MST 300

Pump-mix-turbine from mixer-settler type MST 300

3-stage mixer-settler type MSV 250-3 in SS
EXTRACT AND RAFFINATE TREATMENT
SCHULZ+PARTNER DESIGNS, DELIVERS AND
BUILDS PLANTS FOR THE EXTRACT- AND
RAFFINATE TREATMENT
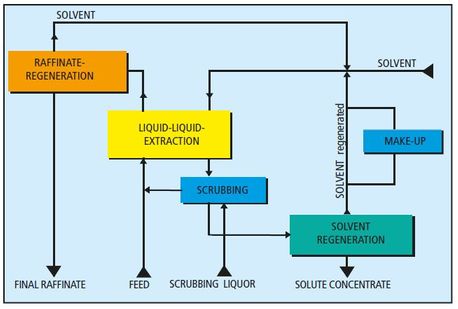
After the extraction process further processing steps are required for solvant recovery and extract purification. In a normal extraction process, both leaving phases need treatment, the extract and raffinate. The extract phase often includes an additional washing step before proceeding to the regeneration part, mostly a rectification column, where the solvent is separated from the extracted product and recycled back to the extraction column. In the other phase, the raffinate always contains small quantities of solvent, so that a follow-up processing becomes necessary here as well.
As the solvent is recycled constantly, there is a risk of accumulation of impurities, which occurs often. After a certain time, these impurities may interfere with the extraction process. Therefore, it is good practice to treat a small part of the solvent continuously through a cleaning step. In other words, the planning of an extraction plant requires a good deal of experience, even more than for other plants. Schulz+Partner has the experience, owing to the large number of extraction units that the company has carried out. In general, investment costs as well as energy requirements for the regeneration part of an extraction plant are higher than for the effective extraction part. But usually, the investment in our thermal processing plants redeems itself within a few month.
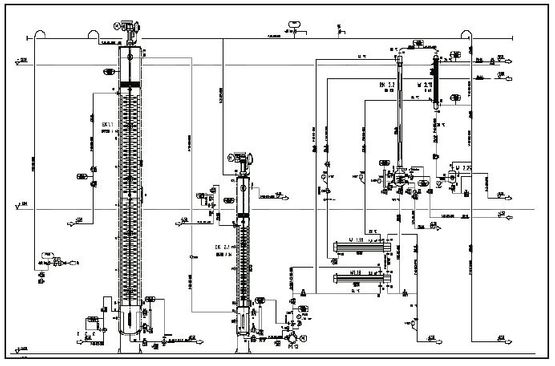
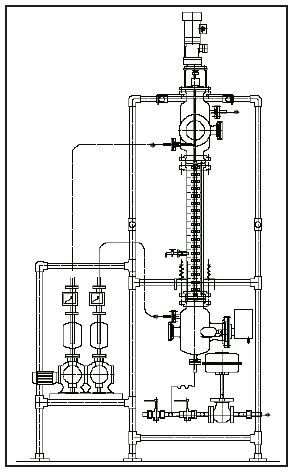
P+I -Diagram of a liquid-liquid-extraction plant incl. re-extraction

Rectification plant with thin film evaporator
for solvent regeneration
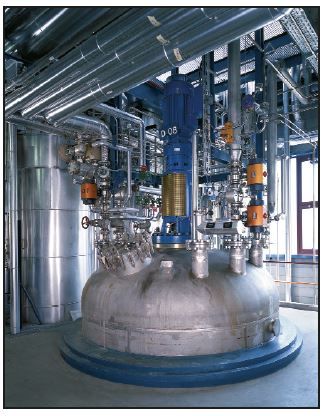
Agitation reactor